
Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
Издавна люди имеют дело с металлическими изделиями: предметы быта, украшения, оружие, техника и т.д. Люди научились делать кованые изделия, плавить и штамповать чугун. А когда появилась сталь, то из металлических изделий стали строить трубопроводы, корабли, дома, автомобили и другие конструкции. В настоящее время из всего объема расходуемого металла сталь составляет 90%. В черной металлургии научились выплавлять конструкционные материалы высокого качества. Уже в то время необходимо было создать надежный способ соединения крупных металлических элементов, болты и заклепки уже не могли справиться с большими нагрузками. В 1882 году русский инженер Бенардос создал дуговую сварку металлических деталей с помощью угольного электрода. А через четыре года он оформил патент на технологию сварки металлов. Так появился первый сварочный аппарат. Инженер Славянов в 1888 году показал публично дуговую сварку плавящимся электродом под флюсом, которая получила название электрической отливки металла. Славянов доказал, что дуговая сварка дает возможность сваривать черные и цветные металлы. В последующие годы металлы стали сваривать уже трехфазным переменным током, и использовать эту технологию в масштабах промышленного производства. Дуговая технология сваривания распространена очень широко, так как с помощью этой технологии образуется прочное неразъемное соединение металлических деталей. Высокая прочность соединения объясняется непрерывностью полученных молекулярных структур и сцеплений металла. Главный фактор процесса сварки — высокая температура. В теории такие соединения между атомами металла достигаются повышенным механическим давлением. Однако такой способ не подходит для стали, а годится только для металлов с низкой твердостью, например, свинца. Сварочный аппарат способен создать высокую температуру для плавления металла с помощью электрической дуги. Она образуется при коротком замыкании двух электродов, которые находятся на близком расстоянии. Напряжение на электродах постепенно повышают до тех пор, пока не возникает воздушный пробой. При этом возникает эмиссия электронов катода, которые повышают температуру от воздействия электрического тока, и перемещаются к ионизированным атомам анода. Далее события развиваются с большой скоростью: возникает электрическая дуга и цепь замыкается. В результате воздушный зазор ионизируется и формируется плазма, которая является особым свойством газа. Воздушный зазор уменьшает свое сопротивление, в результате чего ток повышается, и температура дуги увеличивается, дуга начинает проводить ток и замыкает цепь. Это явление называют розжигом. Путем регулировки необходимого зазора между электродами дуга стабилизируется. Если электрический разряд создается между электродами, независимыми от свариваемых деталей, то она действует при сварке косвенным путем. Обычно дуга разжигается непосредственно между электродом и деталью, являющейся частью цепи. От сварочного аппарата электрический ток подключают к заготовке, температура электрической дуги повышается и оплавляет детали. При этом создается «сварочная ванна», в которой металл какое-то время находится в жидком виде. В эту же ванну попадает расплавленный металл электрода. В процессе сварки горящее покрытие электрода создает вокруг дуги газовую оболочку и жидкую шлаковую ванну. При постепенном удалении из рабочей зоны электрической дуги, создается сварочный шов, на поверхности которого образуется корка из шлака в виде своеобразного панциря. Существуют методы сварки с неплавящимся электродом, изготовленным из вольфрама или графита. Например, во время аргоновой сварки шов наполняется расплавленной сварочной проволокой. Выбор качественных электродов для сварки является важным фактором, обуславливающим надежность и прочность будущего шва. Здесь имеется ввиду не диаметр электрода, а состав его материала. Проволока и электроды разных марок могут лучше сочетаться с различной глубиной плавки, длиной дуги. Обмазка электродов способна в значительной степени влиять на ход сварки, а также менять химический состав и параметры шва. В процессе сварки место сваривания должно защищаться от воздуха для предотвращения окисления металла. Поэтому вокруг рабочей зоны необходимо формировать защитную среду. Сварка металла является своеобразным процессом, так как необходимый режим температуры зависит непосредственно от параметров электроэнергии. Чтобы получить качественный шов, необходимо создать условия для устойчивой электрической дуги. Постоянная равномерная дуга способна избежать дефектов шва. Чем больше размер свариваемых деталей, тем электроды для сваривания требуются толще, а также необходима большая сила тока. Особенностью сварки является то, что при постоянном токе электрическая дуга более стабильная, так как нет изменения полярности тока. При этом шов формируется более качественным. Хотя алюминий и его сплавы лучше сваривает сварочный аппарат переменного тока. Навык работы сварщика при сварке играет большую роль, так как сварщик должен выбирать длину дуги, поддерживать ее горение и правильно двигать электрод по шву, аккуратно расплавляя металл деталей. От профессиональных качеств сварщика зависит прочность, качество и внешний вид шва. Любой сварочный аппарат электродуговой сварки должен принять электрический ток из сети и уменьшить его напряжение, повысив силу тока до необходимой величины (от 100 до 200 ампер). При этом может изменяться частота тока, либо из переменного образуется постоянный ток. Исключением являются только аппараты, в которых электрическая дуга создается от энергии батарей аккумуляторов, либо генераторов с двигателем внутреннего сгорания. Другими словами, каждый сварочник является своеобразным преобразователем энергии. Существует несколько различных устройств для сварки металлов электрической дугой. Каждый из них имеет свои особенности устройства, достоинства и недостатки, которые следует учитывать при выборе аппарата в торговой сети. Это наиболее распространенный вид сварочных аппаратов. Такие устройства недорого стоят, надежны в эксплуатации и имеют простое устройство. Электрическая энергия в этом устройстве преобразуется с помощью трансформатора, действующего на бытовой частоте тока 50 герц. Величина тока настраивается механическим устройством изменения магнитного потока в магнитопроводе. Получая от электрической сети энергию, первичная обмотка намагничивает сердечник. В это время на вторичной обмотке образуется переменный ток низкого напряжения около 70 вольт, с большой силой тока, которая может достигать 200 ампер. Этот ток создает электрическую дугу для выполнения сварки деталей. Величина напряжения и тока на вторичной обмотке зависит от числа ее витков. Чем меньше витков, тем больше сила тока, и меньше напряжение. Из-за невысокой стоимости такие модели используются в промышленности, в бытовых условиях, где мощность сети достаточна. Такие устройства по своей конструкции схожи со сварочными трансформаторами. В них электрический ток не изменяет частоту, и формируется на обмотках трансформатора низкого напряжения. После понижения напряжения, электрический ток проходит по блоку селеновых или кремниевых выпрямителей, которыми являются полупроводниковые диоды, пропускающие электрический ток в одну сторону. В результате на сварочный электрод поступает постоянный ток. Поэтому при сварке деталей электрическая дуга стабильная, не прерывается и обеспечивает качественный шов. Устройство выпрямителей сложнее, в отличие от трансформаторного сварочника, так как чаще всего необходимо создавать вентиляторное охлаждение полупроводниковых элементов. Обычно такие устройства оснащаются вспомогательными дросселями, что дает возможность создания необходимых параметров выходного тока – он фильтруется и сглаживается. В комплект сварочных выпрямителей могут входить измерительные защитные и пускорегулирующие устройства. В работе выпрямителя для сварки важна токовая и температурная стабильность. Для этого в него встраивают плавкие предохранители, реле, термостаты и т.д. Наиболее популярными стали трехфазные выпрямители, как наиболее функциональные устройства. Популярными моделями сварочных выпрямителей стали зарубежные образцы. Например, итальянский сварочный аппарат BlueWeld SPACE 280 отличается своей универсальностью. Он может работать на постоянном и переменном токе в большом интервале 10-220 ампер. Это устройство имеет длительный срок службы, может сваривать детали из чугуна и нержавеющей стали, хорошо подходит для применения в частном хозяйстве. Профессионалы обычно выбирают выпрямительный сварочник BLUE WELD KING TIG 280 / 1, который имеет высокую мощность и способен сваривать даже алюминий, титан и т.д. Он наиболее удобен и универсален в работе, имеет встроенный цифровой экран на передней панели. electrosam.ru Современные типы сварочных аппаратов предназначены как для профессиональной сферы, так и для любительской. На современном рынке представлен большой ассортимент сварочных аппаратов, поэтому для правильного выбора агрегата лучше обратиться к специалисту. Благодаря развитию технологий, нынешний инструментарий настолько прост в управлении, что отпадает необходимость в высокой квалификации оператора. Большинство моделей оборудования отлично сочетают в себе хороший набор опций, при этом не требуют специфических навыков для работы с ним. Это, в свою очередь, помогает не зацикливаться на конкретных модификациях. Сварочное оборудование может быть представлено в виде: Современные типы сварочных аппаратов. Есть несколько видов сварочных аппаратов, чтобы знать их характеристики, следует разбираться и в терминологии, связанной со сваркой. Вернуться к оглавлению Схема устройства сварочного трансформатора. Трансформатор — инструмент, который преобразовывает электроток и может его регулировать, дабы питание электродуги было устойчивым. Принцип действия такого агрегата заключается в следующем: первичные и вторичные обмотки располагаются на сердечнике, который является и магнитопроводом, но при этом они неподвижны. Одна из обмоток закрепляется статично, а вот вторая должна беспрепятственно двигаться по магнистору касательно первой обмотки. Такое взаимодействие обеспечивает регулировку тока. Но это не значит, что другие способы неприемлемы для такого инструмента. Основная роль, которую выполняет данная аппаратура, понижающий трансформатор. Для такой модели подходят фтористо-кальциевые или рутиловые электроды с сечением 1,5-2,5 мм. Чтобы правильно сориентироваться с выбором электродов, следует знать максимальный ток и напряжение в аппарате. Сварочный аппарат трансформаторного типа способен работать в широком диапазоне сварочного тока. Как и любая другая техника, аппарат трансформаторного типа имеет свои положительные и отрицательные моменты. К плюсам можно отнести следующее: Но следует отметить и минусы: На самом деле, так как при сварке используется переменный ток, то в большинстве случаев качество сварного шва оставляет желать лучшего, причем у неопытных операторов могут возникать проблемы с удержанием электрической дуги. Лучше всего такой вид использовать для работ с деталями низколегированной стали. Если попытаться поработать с цветными металлами, то следует позаботиться о дополнительном оборудовании. Вернуться к оглавлению Схема сварочного выпрямителя. Данный тип техники являет собой источник питания, в основе которого лежит трансформатор, регулирующее устройство и выпрямительный блок, который может быть тиристорным или диодным. Такие сварочные аппараты работают за счет того, что электрическая дуга питается постоянным током, который, в свою очередь, проходит по вторичной обмотке, далее на выпрямительный блок кремневых или селеновых выпрямителей. Если агрегат оснастить дополнительным дросселем, то появится возможность регулировать необходимые характеристики. Такие типы аппаратов обеспечивают постоянную стабильность и непрерывность дуги, а это очень влияет на качество свариваемого шва, причем в лучшую сторону. Простота эксплуатации допускает работу даже неопытных операторов, так как с ними легко справиться. Плюсы техники: Электрическая схема устройства инверторного сварочного аппарата. Благодаря широкой функциональности он может быть незаменим не только в профессиональном производстве, но и в домашнем обиходе. Вернуться к оглавлению С помощью сварочного инвертора можно выполнять швы вертикального характера. Данный тип сварочных аппаратов отличается повышенной частотой. Разработка такой модели была придумана для работы при стабильном напряжении, которое обеспечивается наличием электрического генератора и соединительных проводов. В большинстве моделей инверторов есть защита от скачков в электросети и прилипания электродов. Чтобы процесс сварки был более легким, производителями была придумана функция «горячий старт». Чтобы данный агрегат не перегревался, устройство оснащено автоматическим стабилизатором мощности. Развитие технологий позволило создать технику, которая легко выдерживает перепады в напряжении от 160 до 270 В. Что касается перегрева, то это тоже предусмотрено, инверторы имеют системы охлаждения. Такой набор опций позволяет применять данные типы устройств в сварке серьезных металлоконструкций, при этом не бояться больших нагрузок. Что способствует широкому применению их в промышленности. Если судить объективно, то сварочный аппарат инверторного типа универсален в своем использовании. Положительные качества: Устройство сварочного инвертора. Этот агрегат удобен тем, что имеет широкую сферу использования, как в профессиональной, так и домашней деятельности. Вернуться к оглавлению Сварочный аппарат данного типа работает на постоянном или импульсном электрическом токе с использованием защитных газов. Есть возможность по необходимости применить специализированную проволоку, которая не требует использования газов. Такой агрегат работает за счет выхода электродной проволоки через гибкий шланг, расположенный в держателе. Параллельно с проволокой идет подача и газов (аргона, углекислого газа или их смесей). Даже если нет баллона с газом, то это не будет препятствовать эксплуатации аппарата, так как защитная проволока может работать и без него. Плюсы полуавтоматов заключаются в следующем: Схема устройства сварочного полуавтомата. Чаще всего полуавтоматы можно встретить в автомастерских, так как они отлично справляются с ремонтом машин. Работая с кузовом, они обеспечивают высокую устойчивость к такому негативному моменту, как коррозия. При этом прочность имеет высокий уровень. Одним из положительных моментов также является то, что по окончании сварки, на шве нет образования окалин флюса, значит, затрачивать время на дополнительную очистку стыков не нужно. Вернуться к оглавлению Сварочные аппараты для такого типа сварки имеют неплавящиеся электроды, выполненные из вольфрама. Для роли защитного газа используется аргон или гелий. Допускается использование присадочной проволоки. Для применения данной техники необходим ток, причем нет разности какой он: постоянный, переменный или импульсный. Оформление стыка идет за счет вольфрамового неплавящегося электрода. Аппарат для аргонодуговой сварки используется с целью соединения деталей из нержавеющей стали, алюминиевых, латунных, медных, титановых элементов, может работать со сплавами магния. Схема аргоннодуговой сварки. Преимущество такого агрегата: Но у данной техники есть и своя негативная особенность: новичку с таким аппаратом не справиться, тут нужна высокая квалификация. Если предстоит работа с цветными металлами и оператор имеет должную квалификацию, только тогда есть смысл использовать именно такой агрегат. Вернуться к оглавлению Данный инструмент имеет автоматическое питание. Он представляет собой сложное электромеханическое устройство, так как имеет мотор и генератор высокой мощности. Механическая энергия получается благодаря тому, что вращается коленчатый вал в двигателе за счет дополнительных систем. Получаемая энергия переходит в состояние электрического тока, за счет преобразования генератором и выпрямителем. На стабильность работы сварочной дуги указывают показатели самого выпрямителя. Правила сварочных работ. В такой технике есть свои положительные и отрицательные стороны. Начнем с первых: Минусы: Это обуславливает тот момент, что в домашнем хозяйстве такую аппаратуру встретишь нечасто. Хотя ради справедливости стоит отметить, что даже если по каким-то причинам в доме пропадает электроэнергия, такой сварочный аппарат будет продолжать работать. Вернуться к оглавлению Сварочные аппараты, вне зависимости от типа конструкции, являют собой достаточно травмоопасную технику. Поэтому если за работу берется новичок, то ему лучше знать азы безопасной работы: Перед тем как начинать работать такой техникой, следует помнить, что это все же электроинструмент, значит, он имеет напряжение. Поэтому до того как включить его в электросеть, следует внимательно осмотреть его внешний вид на наличие деформаций или других аналогичных повреждений. К тому же сами провода должны быть целыми, без нарушения изоляции. Такая проверка требуется перед каждым разом, как только планируется осуществлять сварку. Если эксплуатация имеет эпизодический характер, то следует обеспечить должные условия хранения техники: сухое и хорошо проветриваемое помещение, чтоб не было рядом агрессивных сред. В случае каких-либо поломок самостоятельным ремонтом лучше не заниматься. Особенно это касается тех моделей, которые выпускались одними из последних, так как в своих «внутренностях» они имеют много наворотов. Такую технику лучше сразу нести в сервис, только там высококвалифицированные мастера смогут оказать помощь. moiinstrumenty.ru Проведение электросварочных работ невозможно осуществить без специального сварочного аппарата. По каким критериям необходимо выбирать данный аппарат, и какие качества должны его характеризовать с лучшей стороны? Наиболее востребованным инструментом домашнего мастера можно с уверенностью назвать сварочный аппарат. С умелым использованием сварочного аппарата можно произвести массу полезной работы, требующей применения квалифицированной сварки. Это может быть соединение арматуры, предназначенной для заливки фундамента или прикрепление металлических элементов. Универсальность и тонкость работы с помощью сварочного аппарата позволяет производить работы в неудобных или труднодоступных местах. Причем с использованием данного инструмента осуществляют не только сварочные работы. Применяя сварку можно разрезать металл или заклинившее резьбовое соединение. Впрочем, сфера применения сварочного аппарата довольно обширна. Поэтому, прежде чем выбирать инструмент для нужд домашнего мастера необходимо определить круг решаемых задач. По сравнению с почетным электросварщиком 5 разряда прошлого века, таскающего повсюду за собой неуклюжий и допотопный сварочный аппарат с самодельным трансформатором, у современного владельца аппарата масса преимуществ. Назовем лишь некоторые из очевидных преимуществ:• осуществление сварных работ в любых пространственных плоскостях• возможность сварки различных марок стали и цветных металлов• простота и удобство транспортировки аппарата. Поэтому современным ручным сварочным аппаратом дуговой сварки является инвертор сварочный. Чем привлекателен сварочный инвертор для домашней мастерской? Безусловно, это скромные габаритные размеры и вес. Малогабаритный сварочный аппарат можно комфортно повесить на плечо и идти заниматься сварочными работами к соседям по даче. Да и источником энергии сварочного аппарата поколения NEXT является ток высокой частоты с номиналом в десятки килогерц. Кстати, при этом сварка производится с помощью постоянного тока, обеспечивая великолепное качество шва. Инверторные сварочные аппараты состоят из следующих элементов:• выпрямителя• трансформатора• преобразователя• схемы управления.Инверторы сварочные работают на доступной элементной базе – мощных силовых транзисторах, изготовленных по инновационной технологии IGBT или MOSFET. К тому же, сварочные инверторы можно без волнения включать в любую бытовую розетку. Инверторные аппараты соответствуют требованиям европейского стандарта EN 61000-3-12, который регламентирует определенные ограничения для электросетей и подключаемого к ним оборудования. Одним из способов сварки, при которой в процессе производства используется электрическая дуга, является электродуговая сварка. Процесс нагрева и плавления металла при данном типе достигается за счет значительной температуре нагрева электрической дуги и может достигать 5000 градусов. С использование сварочных аппаратов ручной и автоматической дуговой сварки производится сваривание конструкций из металла. Поэтому сварочный аппарат наиболее востребован при ежедневных работах, связанных со сварными операциями.В прямой зависимости от степени механизации различают следующие виды сварных работ:• ручную электродуговую сварку (ММА)• полуавтоматическую и автоматическую дуговые сварки (MIG/MAG).Процесс сварных работ зависит от таких факторов:• начала процесса зажигания и поддержания длины дуги• корректных манипуляций электродом при создании сварного шва• окончания перемещения электрода по рабочей линии создания шва.Поэтому независимо от типа сварного аппарата, технология электродуговой сварки остается общей. Ручная технология электродуговой сварки предполагает осуществление работ по образованию качественного сварного шва без применения каких-либо механизмов. При полуавтоматической дуговой сварке механизированы работы по подаче проволоки электродной в рабочую зону, а затем производится стандартная ручная сварка. При автоматической сварке дуговой механизированы операции:• возбуждения электрической дуги,• поддержание стабильной длины дуги и перемещению дуги вдоль основной линии создания сварного шва. Для точки образования и поддержания дуги подводится постоянный или переменный сварочный ток. Поэтому в системе электродуговой сварки задействован сварочный трансформатор или инвертор. Как произвести выбор сварочного аппарата поможет предложенное видео. Под воздействием электрической дуги происходит расплавление стержня – электрода и металла свариваемого изделия. Образовавшийся электродный металл из отдельных капель переходит в состояние «сварочной ванны». В сварочной ванне происходит смешивание расплавленного металла с металлом свариваемого изделия. Образовавшийся в процессе сварки шлак всплывает на поверхность. Результатом плавления электрода является образование характерной газовой атмосферы, которая оттесняет воздух из зоны сварки и предотвращает возможность его последующего взаимодействия с металлом.По мере продвижения электрода для электродуговой сварки металл, находящийся в сварочной ванне кристаллизуется, образовывая надежный сварной шов. Таким образом, результатом электродуговой сварки является шов, образовавшийся из слоя затвердевшего шлака. Для производства сварных работ при электродуговой ручной сварке используют следующие виды электродов:• для традиционных бытовых работ• для сварки ответственных конструкций. Для обычных бытовых работ используют электроды марки МР-3, АНО. Диаметр бытовых электродов составляет от 2 до 4 мм. Для сваривания ответственных конструкций предпочтение лучше отдать марке УОНИ. Качество сварки и прочность шва сварного у электродов марки УОНИ гораздо выше. Кстати, основное правило выбора электродов: чем толще по размерам деталь, тем толще должен быть электрод и выше ток сварки. Однако, конкретные показатели рабочего тока сварки и толщины электродов подбираются экспериментальным путем во время процесса. Как выбрать электроды для электродуговой сварки поможет видео. Кроме этого, необходимо позаботиться о сварочных кабелях и электро держателях с быстросъемными креплениями непосредственно к аппарату. Для сопряжения с аппаратом сварочным необходимо два кабеля, оснащенных на концах разъемами для надежного крепления к свариваемой детали. svouimirukami.ru Иногда, делая те или иные проекты с применением литиевых аккумуляторов, зрители часто критикуют, что литиевые батарейки нельзя паять. Контактная сварка — вещь нужная и в ходе этого ролика реализуем очередной интересный проект, а точнее соберем сварочный аппарат для контактной сварки конденсаторного типа. Ролик, скорее всего, будет изложен в трех частях. В первой части подробно показан принцип работы электрической схемы, основные параметры и подбор компонентов. Во второй части займемся монтажом и тестом. Ответы на многие вопросы именно в ролике. На самом деле есть очень много вариантов построения таких аппаратов, но остановимся на самом простом и безотказном. Это бестрансформаторная или ударная контактная сварка. Трансформатор в нашей схеме все же есть, он только для зарядки конденсаторов. Но есть сварочный аппарат, где емкость конденсаторов разряжается на место сварки не напрямую, а через разделительный трансформатор. Такие аппараты называют трансформаторными. В отличие от обычных аппаратов контактной сварки, в которых процесс происходит нагреванием двух металлов, конденсаторная сварка не нагревает деталь из-за очень кратковременного процесса сварки, это особенно хорошо для пайки аккумуляторов. Напряжение сетевого трансформатора выпрямляется двух полупериодным выпрямителем и заряжает электролитический конденсатор большой емкости. Целесообразно использовать батарею из параллельно соединенных конденсаторов одинакового напряжения и емкости. Емкости могут отличаться, важно чтобы конденсатры имели одинаковое расчетное напряжение. В момент сварки вся емкость конденсаторов разряжается на определенные точки, куда подключаются токосъемные контакты. В качестве этих контактов иногда могут быть использованы сами детали, которые нужно сварить вместе. Моментальный разряд емкости мощных конденсаторов вызыывает огромный скачок тока. Процесс очень кратковременный, но токи могут доходить до десятков тысяч ампер в зависимости от емкости и напряжения конденсаторной батареи. Кратковременные разряд такой емкости приводит к моментальному плавлению металла под электродами. Напряжение было выбрано в районе 40 вольт. Оно полностью безопасно для человека, хотя все зависит от организма. Для некоторых ощутимо даже 12 вольт, но во всяком случае 40 вольт не смертельно. Поскольку аппарат планировался с питанием от бытовой сети, нужно использовать понижающий трансформатор для зарядки конденсаторов. В представленном случае под рукой оказался трансформатор, который на вторичных обмотках может выдавать около 30 вольт при токе 1,5 А. Как раз отлично подходит для наших целей и после выпрямителя напряжение на конденсатора будет порядка 40 Вольт. из-за нестабилизированного источника это напряжение может отклоняться в ту или иную сторону в зависимости от напряжения в сети. В принципе подойдет любой трансформатор мощностью свыше 50 ватт, который обеспечивает на выходе нужное напряжение. От тока вторичной обмотки будет зависеть время зарядки конденсатора. Ддля ограничения тока заряда конденсаторов использован 10-ватный резистор проволочного типа с сопротивлением 10-15 ом. Если же не ограничивать ток заряда, то система будет потреблять колоссальные токи, вследствие чего может сгореть диодный мост. В аппарате предусмотрен тиристорный замыкатель и при нажатии слаботочной кнопки сработает мощный тиристор, который разрядит всю емкости конденсаторов. Иными словами происходит короткое замыкание. Далее смотрите на видео с 5:32 Для труб из полипропилена есть своя модель аппарата. Перед началом ролика его автор Ака Касьян рекомендует отличный инструмент для людей, которые занимаются ремонтом цифровой техники. Новый 2016 HDMI микроскоп Andonstar с отличными параметрами и возможностью передачи данных через HDMI порт. Микроскоп получил эксклюзивный пылезащищенный объектив с возможности максимально точной фокусировки Full HD разрешение и отличный процессорного Новотек 96650 и это далеко не все. Микроскоп дополнен мощной подсветкой и отличной металлической стойкой. Имеется слот для карт памяти до 32 гигабайт. Возможна также передача данных по USB. Запись видео в реальном времени и куча всевозможных настроек. Присутствует также русский язык. Одним словом отличный товар, хотя и не из дешевых, но понимающий человек оценит по достоинству. Если денег не жаль, действительно отличный продукт. Очень качественная картинка без шумов. Куплен в этом китайском магазине. izobreteniya.net Учитывая, что у меди довольно высокая температура плавления (1080 градусов по Цельсию), но при нагреве до 300 °С она уже может сломаться, нужны определенные навыки в сварке меди. Примечательно, что сварку можно выполнить, как переменным, так и постоянным током. С работой, при определенном умении сварщика, может помочь справиться инвертор, электронно-лучевой аппарат или трансформатор. Допустима и дуговая сварка меди. Сварка скруток обеспечивает надежный контакт Параметры для сварочных работ с медью Сварка проводов, в том числе и дуговая, должно проводиться при напряжении от 12 до 36 В. Лучше, если сварочный аппарат имеют функцию регулировки силы тока. Сам процесс сварки занимает несколько секунд (мы сейчас не говорим о промышленной сварке). Именно за столько короткий временной промежуток можно добиться образования устойчивой капли, способной крепко соединить медные скрутки. Для достижения нужного эффекта необходимо при выборе силы тока учесть сечение и количество жил. Для этих работ применяются электроды, наличие меди в составе которых обязательно. Сила сварочного тока зависит от количества проводов и их сечения. И все же оптимальным считается режим, при котором электрод не прилипает к проводам. Описать его, практически, не реально. Достигается он опытным путем. Практически, любой аппарат для создания прочного сварного соединения проводов подающих ток, может проводить работы в Естественно, что главным в любом случае будет соблюдении Правил Техники Безопасности. Для каждого производства существует установленный гост работы с электротехническими приборами и гост, по которому может проводиться их ремонт.Объединяет их один общий пункт об обесточивании ремонтируемого объекта, где должна вестись сварка электрических проводов. Дальше необходимо концы крепко соединить, возможно, методом скрутки, настроить аппарат и провести сварку. О выборе сварочных аппаратов для медных проводов поговорим чуть позже. Примечательно, что независимо от того, какой будет выбран аппарат, сварка должна проходить в целом одинаково и состоять из нескольких этапов: За столь короткое время должен успеть образоваться небольшой шар из расплавленной меди. Если передержать электрод чуть больше установленного времени, то соединяемые концы просто расплавятся. Не додержать – соединение будет внутри пористым, а значит ломким. По идее, правильно проведенная работа по сварке медных электрических проводов должна обеспечить после остывание их безопасное раскручивание. После чего место сварки изолируют. Потом можно подключать напряжение. А теперь о выборе идеального аппарата. В чью пользу сделать выбор На промышленном производстве и даже в угольных сверхкатегорийных шахтах, опасных по внезапным выбросам пыли и газа, периодически проводятся работы по сварке медных проводов. Там обычно это делается стационарными или переносными аппаратами способными заварить многожильный силовой кабель, подающий электричество высокого напряжения.А вот для мелких работ в быту, например, на электронно-компьютерной плате нужна маленькая головка сварочного аппарата и регулировка параметров напряжения и силы тока. Здесь справятся – инверторы Перед свариванием обязательна зачистка провода Есть умельцы, которые способны выполнить отличную сварку медных, тонких проводов, самодельным сварочным аппаратом и им не нужна автоматическая регулировка силы тока и защита от скачков напряжения. Дуга для сварочных работ Согласно гост 22917 – 78 для соединения электрического кабеля должна быть применена дуговая сварка. Сварочный процесс в этом случае проходит в защищенной среде. Газ (аргон, углекислый газ, гелий) будет при нагревании меди, защищать ее от окисления. Его подача осуществляется из сварочной головки непосредственно во время сварки.От того, как зажигается и поддерживается сварочная дуга дуговая сварка делится на Для сварщика важно, чтобы дуга была непрерывной. Газ поможет создать нужную среду, при которой возможно расплавление меди без окисления. Высокая температура дуги расплавляет самый крепкий металл. Максимальная теплота выделяется дуговым разрядом. Дуговая сварка, неважно ручная или полностью автоматическая, проводится угольным электродом с содержанием меди. От последнего зависит, будет ли застывшая капля пористой внутри. Если работы выполнены так, как рекомендует гост, то соединение должно получиться крепким. Инвертор Аппарат инверторного типа считается универсальным. Потому, что Для медных проводов нужно только подобрать электрод, включить напряжение и силу тока (смотри таблицу, приведенную выше) и пробовать работать. Единственный минус – возможная пористость соединения. Принцип работы аппарата инверсия – главное в работе инвертора. Фазовый сдвиг напряжения происходит при каскадном увеличении силы тока и его частоты на выходе. Преобразование возможно в два этапа: При работе нет необходимости удерживать постоянный зазор между дугой и свариваемыми деталями. Электронно-лучевое заваривание осуществляется в вакууме. В домашних условиях провести этот высокотехнологический процесс не реально. Специальный сварочный аппарат используется в лабораториях и заваривание, в частности, медных проводов проводится в особых камерах.Сварка электронно-лучевым способом обеспечивает: Принцип работы аппарата электронно-лучевой способ сварки базируется на проплавлении, в том числе меди на передней стенке кратера. Электронный луч, как установил гост, должен иметь форму конуса. Во время процесса проплавления происходит: Все это осуществляется во время передвижения меди по бокам к задней стенке. И здесь происходит кристаллизация меди. Электронно-лучевой аппарат дает возможность проводить работу с паузами, а так же непрерывным лучом.Первый сварочный аппарат появился более ста лет. За это время ученые, взяв первоначальный принцип сварки за основу, модернизировали ее процесс, создали разновидности аппаратов, способных соединять тугоплавкие либо, наоборот, легко плавящиеся металлы. Сварка медных проводов может быть осуществлена, практически, любым из известных сварочных аппаратов. Но качество работ могут гарантировать только те, что созданы для работы с медью, с учетом ее особенностей. zavarimne.ru машины, аппараты и приспособления, необходимые для изготовления из заготовок сварных изделий. Комплекс технологически связанного между собой С. о. для выполнения сварочных работ при том или ином участии сварщика называется сварочным постом, установкой, а при объединении нескольких постов или установок — линией. Сварочный пост — участок производственной площади, на котором размещены источник тока, токопровод, необходимые технологические приспособления и инструменты сварщика. Для защиты окружающих от излучения участок огорожен шторами или щитами. В условиях современного производства широко распространены автоматизированные установки (рис.1). Такие стационарные посты размещают в цехе. В полевых условиях, для сварки крупногабаритных изделий, на строительстве, при выполнении ремонтных работ и т. п. организуют передвижные посты. Сварочный генератор — специальная электрическая машина постоянного тока или тока повышенной частоты. Применяют однопостовые генераторы — универсальные или с падающей внешней характеристикой, которая обеспечивает устойчивое горение сварочной дуги. В сварочной технике используют генераторы: поперечного поля, с расщепленными полюсами, с размагничивающей последовательной обмоткой. У сварочного генератора поперечного поля (рис. 3, а) короткозамкнутая обмотка cd якоря создаёт поперечный магнитный поток Фп. Падающая характеристика образуется в результате действия продольного размагничивающего потока якоря Фпр. У генератора с размагничивающей последовательной обмоткой (рис. 3, б) внешняя характеристика формируется взаимодействием магнитных потоков Фр (размагничивающей последовательной обмотки) и Фв (намагничивающей параллельной обмотки). Напряжение на намагничивающую обмотку подаётся от третьей щётки или от самостоятельного источника питания (при т. н. независимом возбуждении). Автомат для электрошлаковой сварки (рис. 6) конструктивно отличается от автоматов для дуговой сварки, т. к. при этом виде сварки свариваемые кромки занимают вертикальное положение. Существуют автоматы, перемещающиеся по рельсу или непосредственно по кромкам свариваемой детали. Кроме самоходного механизма для вертикального движения, автомат снабжен двумя ползунами, предназначенными для удержания сварочной ванны и формирования шва, и механизмом колебания электродов вдоль зеркала ванны. Технологические приспособления, используемые сварщиком, служат для сборки деталей под сварку и фиксации их; для сварки заранее собранных деталей; для совмещения операции сборки и сварки. В зависимости от характера производства приспособления изготовляют универсальными или специализированными (для определённых изделий). Одну деталь к другой прижимают винтовыми, рычажными, эксцентриковыми, магнитными и др. зажимами. Их используют для соединения отдельных деталей (переносные зажимы) и для оснащения сварочных стендов. Для фиксации свариваемых деталей иногда используют прихваты, присоединяемые к свариваемым деталям временными короткими швами. Для сближения или разведения свариваемых кромок или фиксации их положения служат стяжки, распорки и домкраты. Сборку и сварку изделий осуществляют на универсальных и специализированных стендах. Фиксаторы (упоры, пальцы, штыри, шаблоны) служат для определения положения свариваемых деталей относительно всего приспособления. К технологической оснастке стендов относятся также флюсоудерживающие устройства, флюсовые и газовые подушки, устройства для принудительного формирования шва и др. Вспомогательное оборудование сварочных установок. Сварочные установки компонуются из элементов, предназначенных для расположения изделия в наиболее удобном для сварки положении, для поворота его во время работы и обслуживания зоны сварки, а также для крепления и перемещения сварочных аппаратов. С целью установки изделий в удобном для работы положении применяют роликовые, цевочные, цепные, цапфовые, рычажные кантователи (рис. 7). Поворот свариваемого изделия вокруг оси осуществляют вращателями с вертикальной, наклонной или горизонтальной осями вращения. Изделия закрепляются и поворачиваются с помощью планшайбы или поводка (центровые вращатели) или роликами (роликовые). При сварке цилиндрических изделий часто применяют роликовые стенды-вращатели (см. рис. 1) обычно с обрезиненными приводными роликами. Для вращения изделия в процессе сварки вокруг оси, занимающей различные положения в пространстве, служат установочные и сварочные манипуляторы. Для крепления и перемещения сварочных автоматов и полуавтоматов, подвески аппарата над подвижным свариваемым изделием или перемещения аппарата вдоль шва или от шва к шву применяют различные устройства, например балку с платформой, рельсовые пути, специальные грузозахватные приспособления. Инструмент сварщика: электродержатели для сварки штучными электродами, горелки, зачистной инструмент (молотки-шлакоотделители, пневмомолотки, проволочные щётки, шлифовальные машины и др.), пригоночный инструмент для подгонки соединяемых деталей; инструмент для перемещения и кантовки горячих деталей; инструмент для наладки сварочного и технологического оборудования; измерительный инструмент (штангенин-струмент, микрометрический и др.). Сведения об оборудовании для специальных способов сварки (контактной, ультразвуковой, диффузионной и др.) см. в статьях об этих способах сварки. Лит.: Сварочное оборудование. Каталог-справочник, ч. 1—3, К., 1968—72; Гитлевич А. Д., Этингоф Л. А., Механизация и автоматизация сварочного производства, М., 1972; Бельфор М. Г., Патон В. Е., Оборудование для дуговой и шлаковой сварки и наплавки, М., 1974; Севбо П. И., Комплексная механизация и автоматизация сварочного производства, К., 1974; Чвертко А. И., Тимченко В. А., Установки и станки для электродуговой сварки и наплавки, К., 1974. М. Г. Бельфор, И. И. Заруба, В. Н. Троицкий. Рис.1. Установка для дуговой автоматической сварки: 1 — сварочный аппарат; 2 — свариваемое изделие; 3 — шкаф с аппаратурой управления; 4 — источник тока; 5 — провода управления; 6 — токопровод; 7 — рельсовый путь; 8 — тележка с колонной; 9 — роликовый стенд; 10 — площадка обслуживания. Рис. 2. Схема сварочного трансформатора для дуговой сварки: а — с механическим регулированием индуктивного сопротивления и напряжения; б — с электрическим регулированием; 1 и 2 — первичная и вторичная обмотки; 3 — обмотка управления; 4 и 5 — среднее и верхнее ярмо. Рис. 3. Схема сварочного генератора: а — поперечного поля; б — с размагничивающей последовательной обмоткой. Рис. 4. Сварочный автомат для дуговой сварки: 1 — флюсоотсос; 2 — сварочная головка; 3 — механизм подачи с редуктором; 4 — механизм подъема; 5 — ходовой механизм; 6 — флюсоаппарат; 7 — рельсовый путь; 8 — подающий ролик; 9 — мундштук; 10 — воронка для флюса. Рис. 5. Сварочный автомат для электросварки неплавящимся вольфрамовым электродом с подачей присадочной проволоки: 1 — горелка; 2 — катушка; 3 — механизм подачи; 4 — направляющий шланг; 5 — наконечник; 6 — прижимной ролик. Рис. 6. Автомат рельсового типа для электрошлаковой сварки проволочными электродами: 1 — направляющий рельс-колонна, закрепляемый на изделии; 2 — передний и задний ползуны; 3 — токопроводящие мундштуки с электродами; 4 — пластина для крепления заднего ползуна; 5 — изделие; 6 — пульт управления; 7 — механизм горизонтальной подачи. Рис. 7. Кантователи: а — роликовый; б — цевочный; в — цепной; г — цапфовый; д — рычажный. dic.academic.ru Как изготовить современные сварочные аппараты своими руками? Очень часто настоящему хозяину в доме требуется произвести какие-либо ремонтные работы, например металлической ограды, подставки для цветов из металла, металлоконструкций в гараже, водопровода. Есть много вещей, для ремонта которых требуется сварка и сварочный аппарат. Электрическая схема инверторного сварочного аппарата. Сейчас существует очень много разнообразного оборудования для этих целей, но возникает вопрос: возможно ли собрать сварочные аппараты своими руками? Это не очень сложно, но потребуются некоторые знания по электричеству и навыки работы с похожими электрическими приборами. Кроме того, это недорого. А на сэкономленные средства можно приобрести другой полезный инструмент. Инструменты, которые понадобятся для сборки сварочного аппарата: Из материалов, которые понадобятся для сборки, получается такой список: Для сварочного аппарата можно использовать трансформатор от старой СВЧ-печи. Сварочный аппарат подключается от тока с напряжением 220 В или 380 В, применяются электроды диаметром 3 или 4 мм. Такие характеристики оборудования дают возможность обработки стальных изделий толщиной 1-25 мм. Для того чтобы собрать такой сварочный аппарат самому, своими руками, прежде всего необходим трансформатор — сердце аппарата. Вернуться к оглавлению Схема трансформатора с первичной и вторичной обмоткой. Он должен иметь три фазы, функцию понижения напряжения, а мощность — 1-2 кВт. Также трансформатор должен иметь две разные катушки, на которые намотан медный эмалированный провод. Одна называется первичной, и к ней подключается электричество, а другая — вторичная. Количество витков у них разное, и наматываются они на железный сердечник. Для этих целей отлично подойдет трансформатор со старой микроволновой печи. Единственным недостатком этого трансформатора является то, что у второй катушки слишком высокое напряжение. Поэтому нужно отмотать несколько витков. Когда напряжение станет меньше, сила тока увеличится. Дело в том, что, если сила тока будет маленькой, сварка будет идти слабо. А если, наоборот, сила тока очень большая, электроды выйдут из строя и металл испортится. Затем производится перемотка вторичной обмотки, она должна быть очень плотной, провод должен иметь эмалевую изоляцию и диаметр 8 мм. Такой кабель способен выдерживать большие токи. Заранее сказать, сколько витков нужно, невозможно. Эти параметры рассчитываются индивидуально для каждого сварочного аппарата. После каждых тридцати витков нужно делать отводы, всего их должно получиться около десяти штук. Отводы нужно нумеровать, иначе можно перепутать. Для этих выводов изготавливаются клеммы из медной трубки диаметром 14 мм и длиной 4 см. Для изготовления трубку нужно сплющить молотком и высверлить отверстия диаметром 12 мм. Зачищенный и луженый провод вставляется на другую сторону трубки и обжимается. Стандартные винты и гайки трансформатора требуется заменить на медные. С их помощью закрепляются клеммы от вторичной обмотки. Далее обмотку покрывают с помощью специального токоизоляционного лака. Для подключения первичной обмотки потребуется пластина из текстолита 5х3 см и толщиной 4 мм. В ней нужно просверлить отверстия от 10 до 12 штук диаметром 7 мм. Затем в них вставляют болты М6, каждый из которых имеет по две шайбы и гайки. Вернуться к оглавлению Корпус сварочного аппарата, изготовленный на заводе, может быть металлическим. Теперь можно приступать к очередному этапу сборки оборудования — корпусу сварочного аппарата, так как все запчасти нужно куда-то закрепить. Корпус можно сделать из прочной пластиковой емкости. Прикрепляют трансформаторы друг за другом, такая схема приведет к понижению напряжения таким образом, что на выходе сила тока будет равной 50 амперам. Для проверки можно будет измерить силу тока специальным прибором. После установки трансформаторов на их посадочные места начинают соединять обмотки. Первичные обмотки соединяются между собой параллельным способом, а вторичные — последовательно. В результате этой работы на выходе получается напряжение примерно 38 вольт, а сила тока под нагрузкой — не более 60 ампер. О чем еще следует подумать, собирая современные сварочные аппараты своими руками? Конечно же, о системе охлаждения, иначе устройство может загореться от перегрева. Для этого в пластиковом корпусе вырезают отверстия, закрепляют несколько вытяжных вентиляторов, достаточно будет 2-3. Они нужны небольшие, могут даже подойти от блока питания компьютера. Также необходимо сделать отверстия внизу емкости корпуса для того, чтобы была тяга и через внутреннюю полость корпуса поступал воздух. Вернуться к оглавлению Для изготовления электродов нужен многожильный медный провод. Далее для работы сварочного аппарата необходимы электроды. Для того чтобы их сделать, понадобится толстый многожильный провод в количестве четырех штук длиной по 50 см. Один электрод можно сделать похожим на вилы или пассатижи, это в будущем может помочь придерживать при сварке некоторые предметы. Второй электрод удобно сделать похожим на паяльник. Для этого можно использовать ручку от паяльника, закрепить ее на проводе и вставить графитовый стержень от батарейки. Электроды готовы, и теперь их можно подключить к сварочному аппарату с помощью держателей. Для их изготовления необходимо взять трубу диаметром 3,5 см и длиной 25 см. Ножовкой с двух сторон выпиливаются выемки на расстоянии 4 см от краев глубиной 1/2 диаметра трубы. Через пропилы стальной проволокой прижимают электроды к держателю. А на другой стороне сверлится отверстие диаметром 8 мм, и к держателю прикрепляется кабель, такой же, как на вторичной обмотке. Сверху надевается резиновый шланг или капроновый рукав. К сети сварочный аппарат подключается с помощью рубильника проводами сечением от 2 до 4 мм. Вот так изготавливаются сварочные аппараты своими руками. И самое главное, о чем нужно всегда помнить, правила эксплуатации сварочного аппарата. Вернуться к оглавлению Прежде всего такой аппарат не предназначен для долгой сварки, только до 10 электродов. Затем, во избежание перегрева, аппарату нужно остыть. Также при проведении небезопасных сварочных работ необходимо обязательно использовать специальную защитную маску от ожогов, фибровый щиток, рукавицы и рабочую одежду. Нужен и защитный головной убор. После всех работ аппарат отключается, а провода аккуратно сматываются, чтобы не повредить клеммы. Кроме того, необходимо обеспечить сварочному аппарату хранение в сухом помещении, так как он боится сырости. moiinstrumenty.ruЭлектрическая схема сварочного аппарата конденсаторного типа 1. Сварочный электрический аппарат
Сварочный аппарат. Типы и особенности. Сварка. Дуга. Применение
Особенности процесса сварки
Как возникает электрическая дуга
Процесс сварки
Для решения этой задачи существуют два варианта:
Виды и особенности устройства
Трансформаторный сварочный аппарат
НедостаткиВыпрямители для сварки
НедостаткиТипы сварочных аппаратов: особенности и характеристики

Основные типы инструмента

Сварочные трансформаторы


Сварочный выпрямитель


Сварочные инверторы: нюансы


Полуавтоматы и их характеристики

Аргонодуговая сварка: особенности

Сварочный агрегат: принципы

Практические рекомендации
Электродуговая сварка, как правильно выбрать сварочный аппарат, виды аппаратов электродуговой сварки.
Если у вас нет сварочного аппарата


Современный сварочный аппарат


Для чего необходима электродуговая сварка
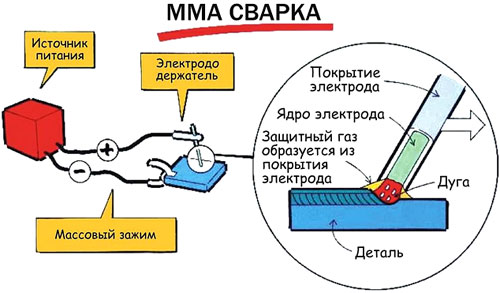
Технология электродуговой сварки



Какой тип электродов необходим для сварки



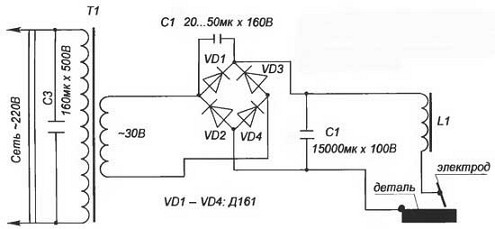
Принципиальная схема сварочного аппарата конденсаторного типа
В чем особенность конденсаторной сварки?
Принцип работы сварочного аппарата
Более подробно рассмотрим систему






Аппарат для сварки медных проводов. Какой выбрать: дуговой, электронно-лучевой, инвертор
Медные провода используются повсеместно в электрике. Согласно Правилам Устройств Электроустановок соединение их может быть произведено 3 способами: опрессовка, сжим, сварка. Естественно, что самый качественный из них тот, при котором используется сварочный аппарат. 
Аппарат для сварки медных проводов
Сварочный ток Количество проводов Сечение проводов 70 А 2 1,5 мм2 80 А 3 1,5 мм2 100 А 2 2,5 мм2 120 А 4 2,5 мм2 Где применяется аппарат сварки медных проводов
Сварочный процесс

Принцип работы аппарата
Заваривание в вакууме
Сварочное оборудование - это... Что такое Сварочное оборудование?
Современные сварочные аппараты своими руками: сборка, инструменты, материалы

Инструменты и материалы

Сборка трансформатора

Сборка сварочного аппарата

Изготовление электродов для сварки

Правила эксплуатации сварочного аппарата





